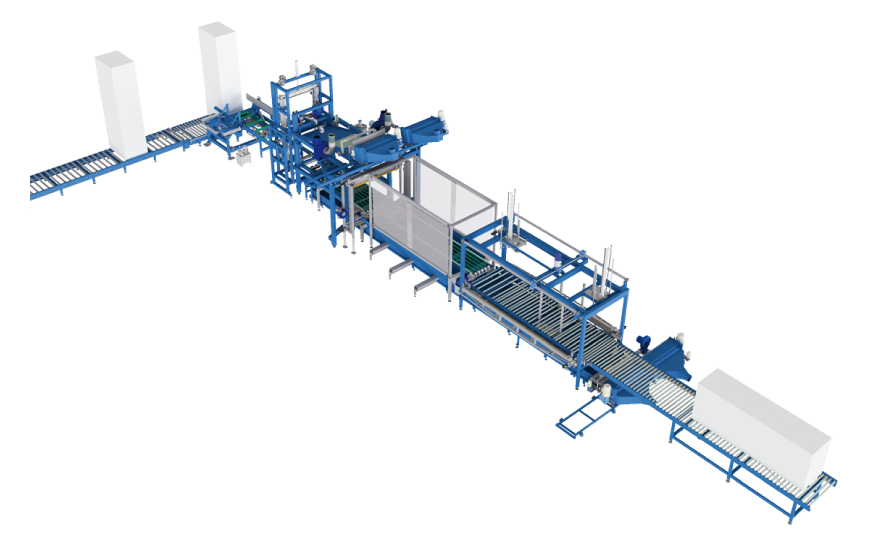
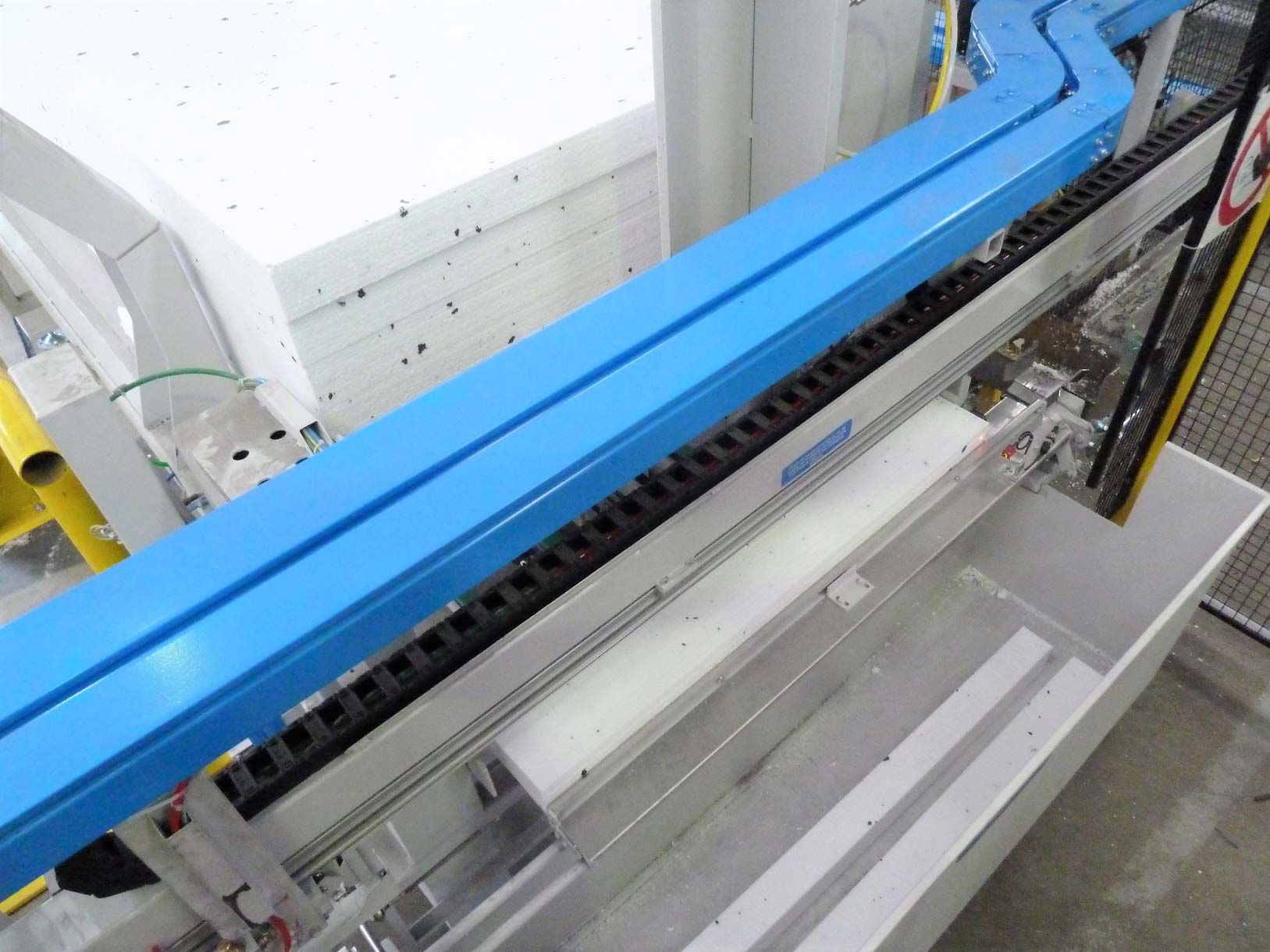
板(ブロック)の切削用自動熱線加工機
顧客の要求に応える多様のカスタマイズ選択肢

ブロック寸法は
8.0 m (315 in) 長 x 1.5 m (59 in) 幅x 2.6 m (102 in) 厚



基準機種
熱線と必須な自動化を活かし、少ない投資で通常の実績は得られる。










高能力
揺動線と高級な自動化を活かし、最大の実績は得られる。
特殊なNip特許高周波数揺動線式切削システムで従来の熱線より5割高速切削を確保できる。
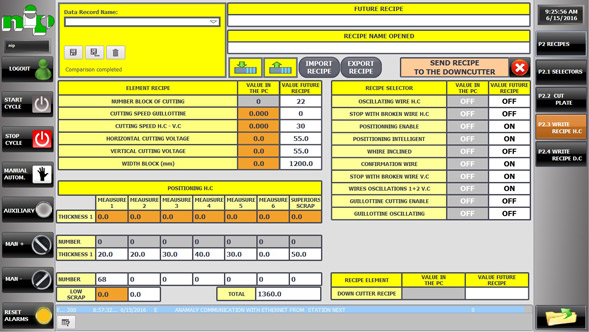
レシピシステムによる完全な制御可能
数々の自動化により生産性の向上及び段取り切り替えの自動化により汎用性を図る。





















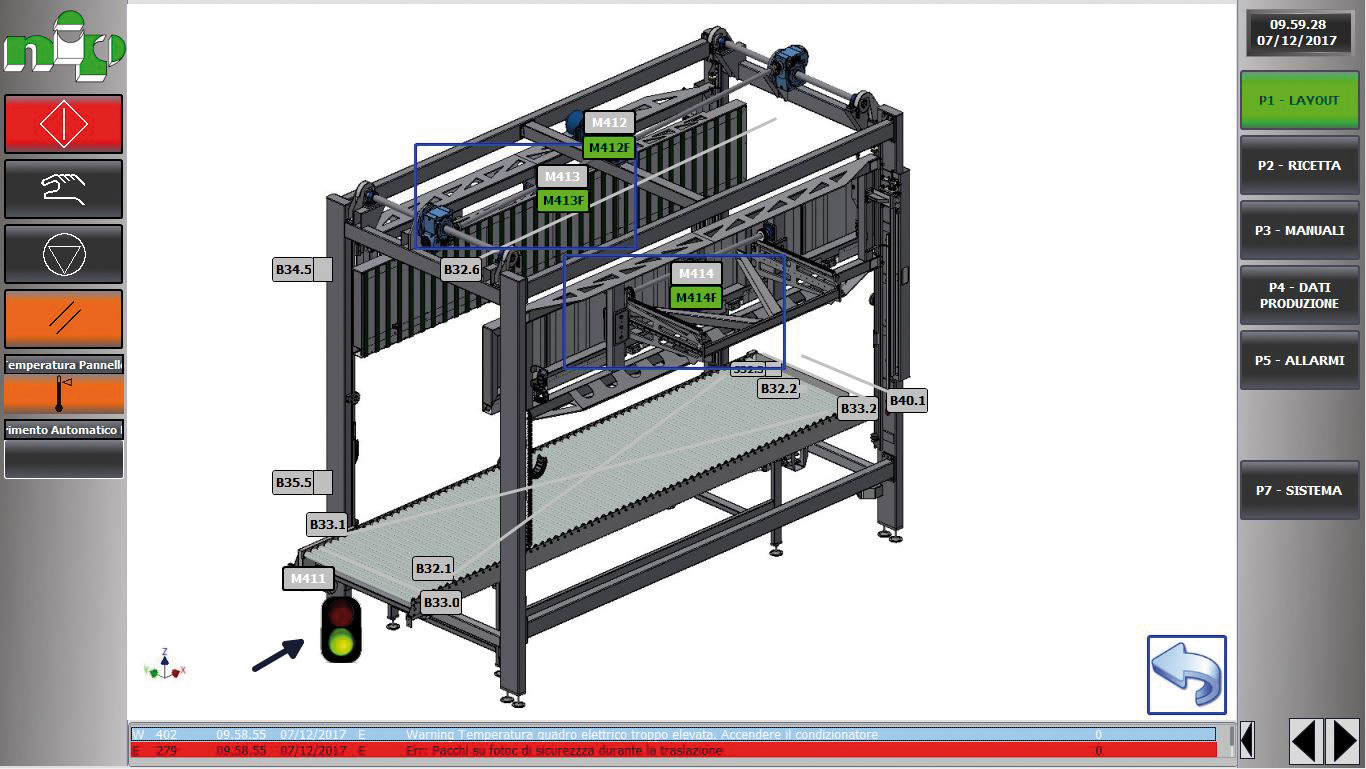
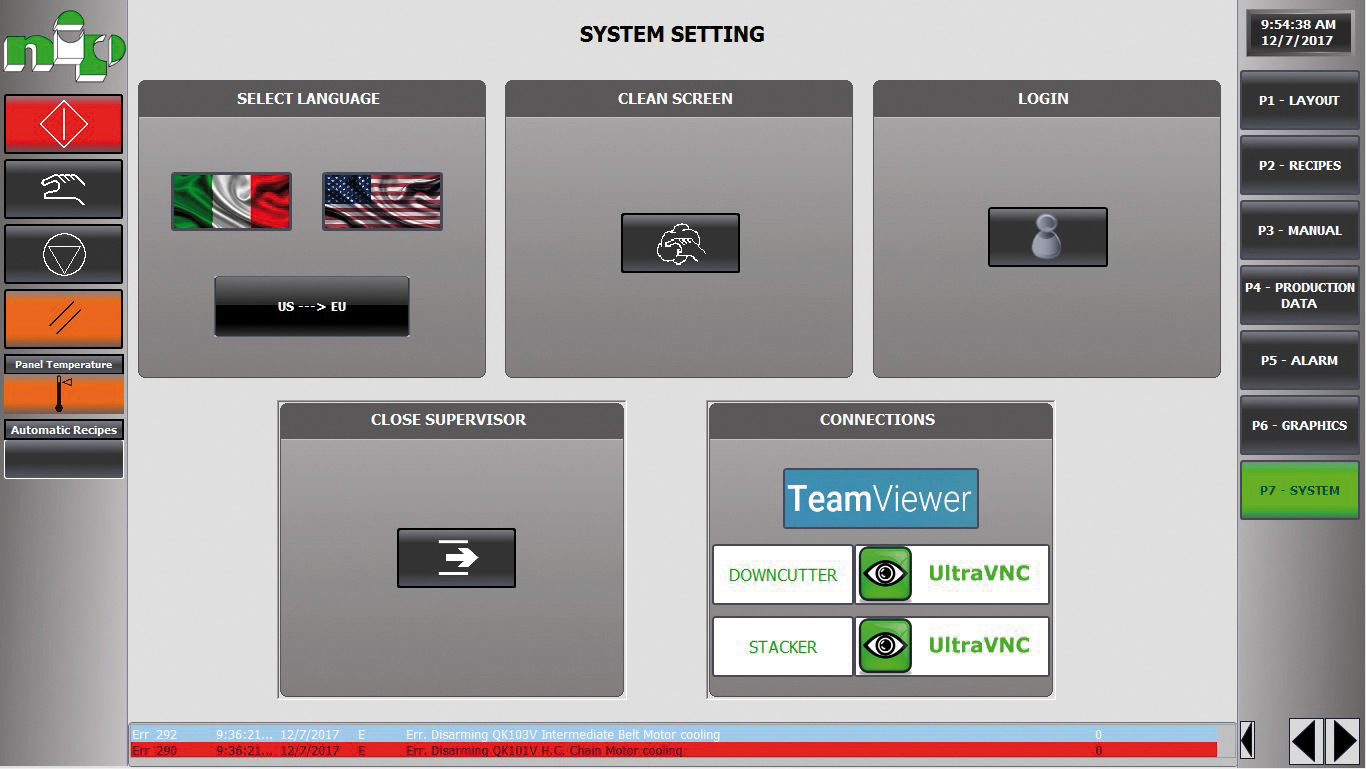
最新及び先進な制御システム
- レシピーによる工程管理
- SSD(ソリッド・ステート・ドライブ)搭載19インチのSiemens(シーメンス)製タッチパネル式産業パソコン及びWinCC環境で開発された監視制御ソフト
- 顧客の生産管理用ERPソフトに一体化可能である。
- リモコンによる遠隔対応可能

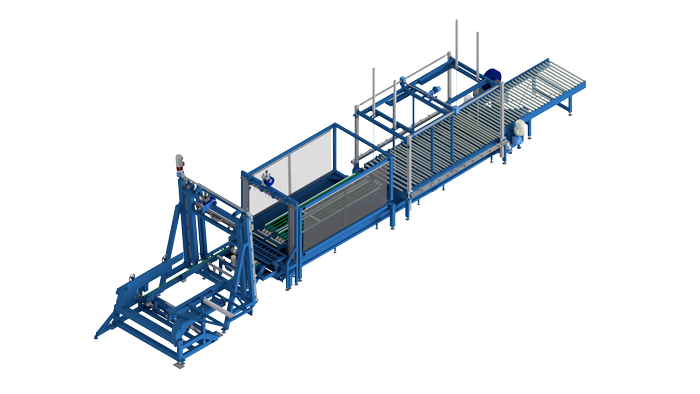
全ての熱線加工機の付帯設備
- 自動ブロック供給装置




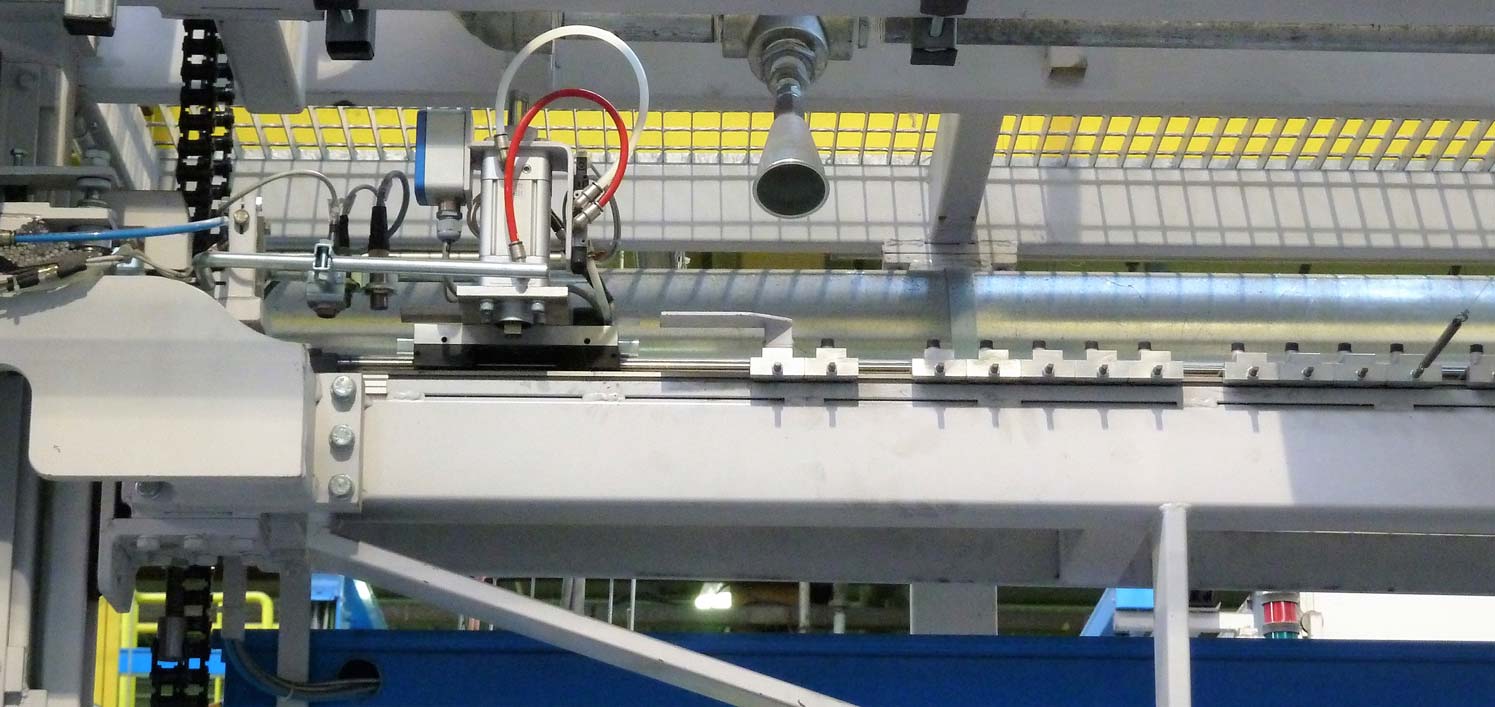
- 各切削工程にて自動ワイヤー位置調整;揺動式及び非揺動式切削システムに該当




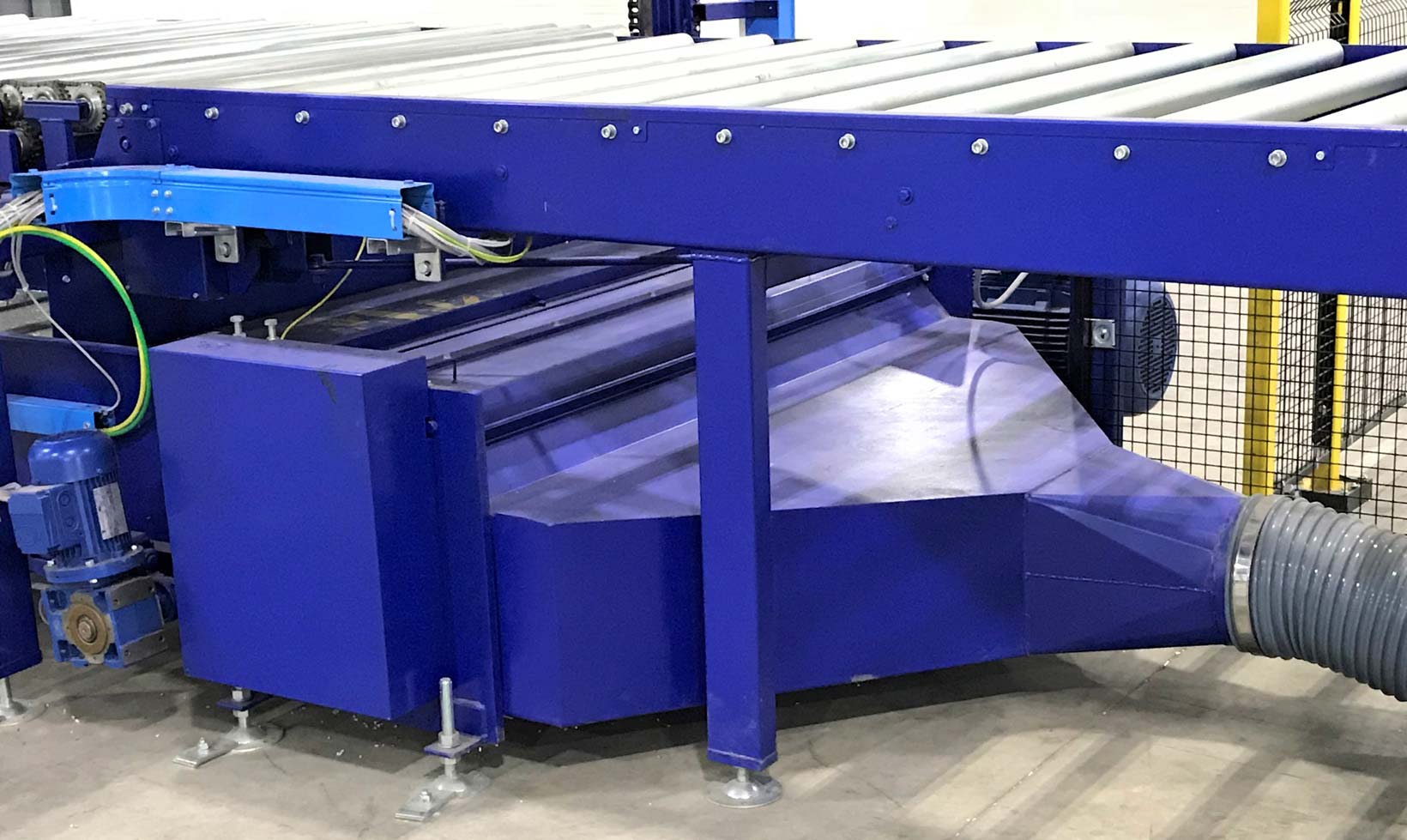
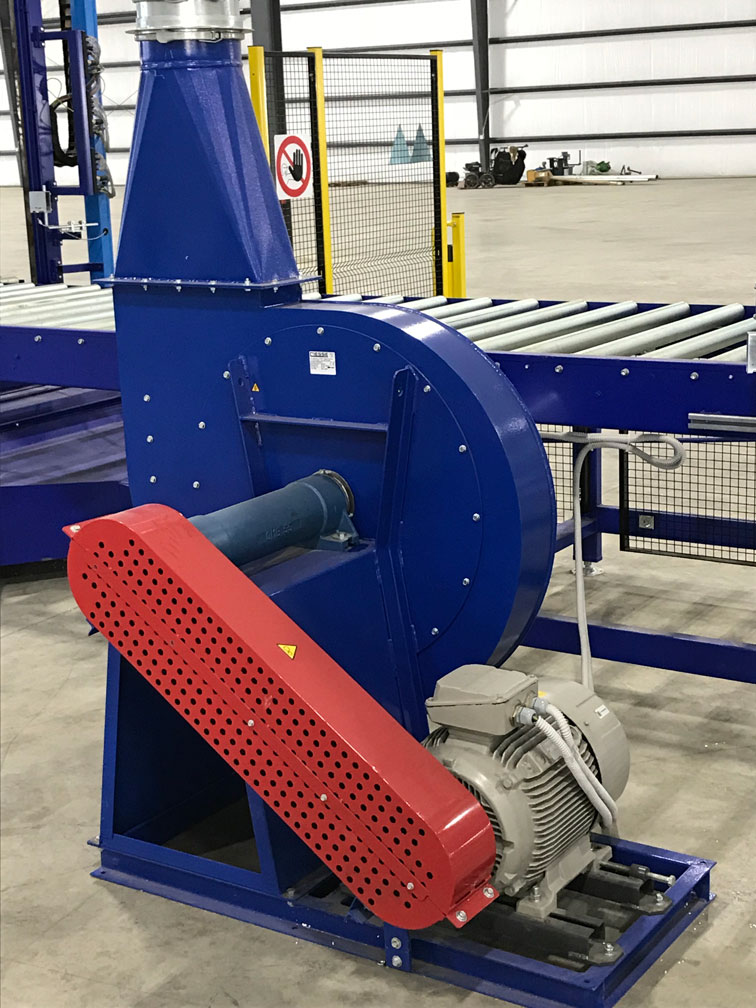
- 廃材回収及び予備破砕機



- 設備データベースや顧客データベースから仕上げ品のデータを抽出するラベル印刷機と刻印機
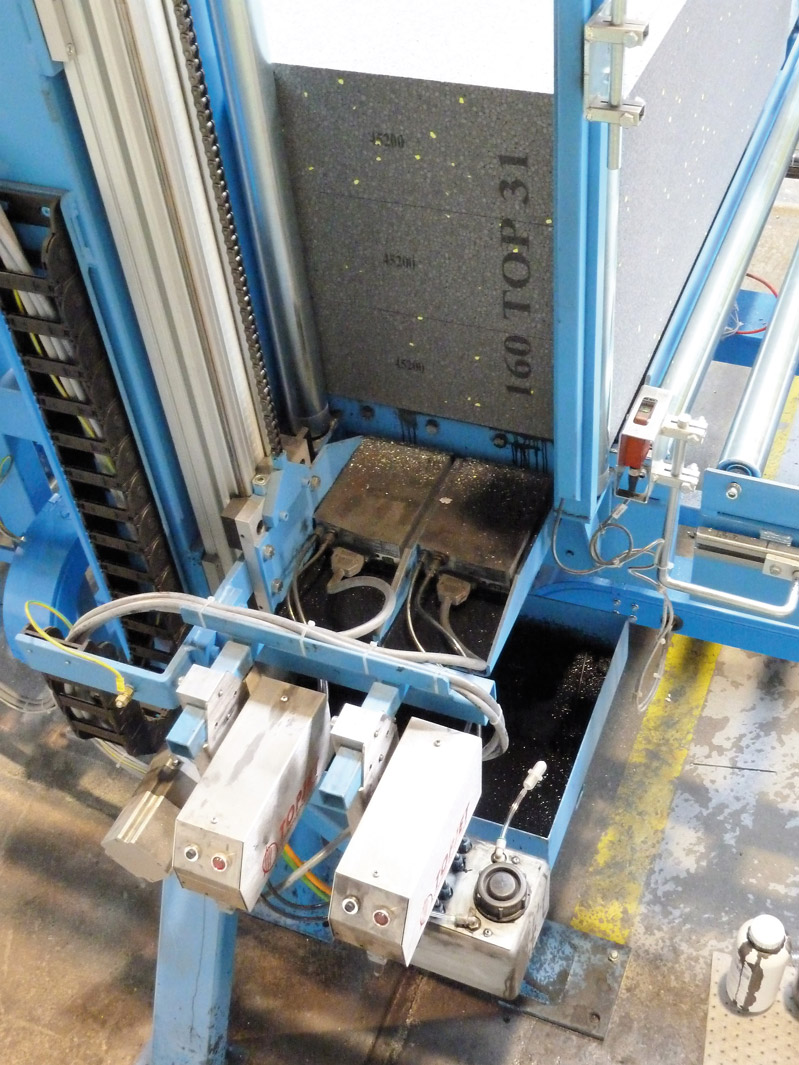





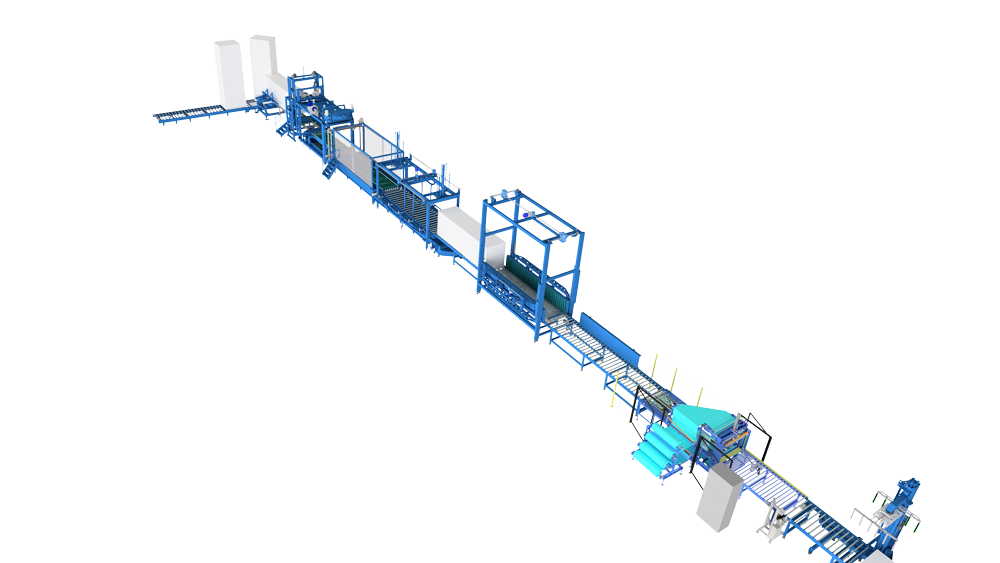
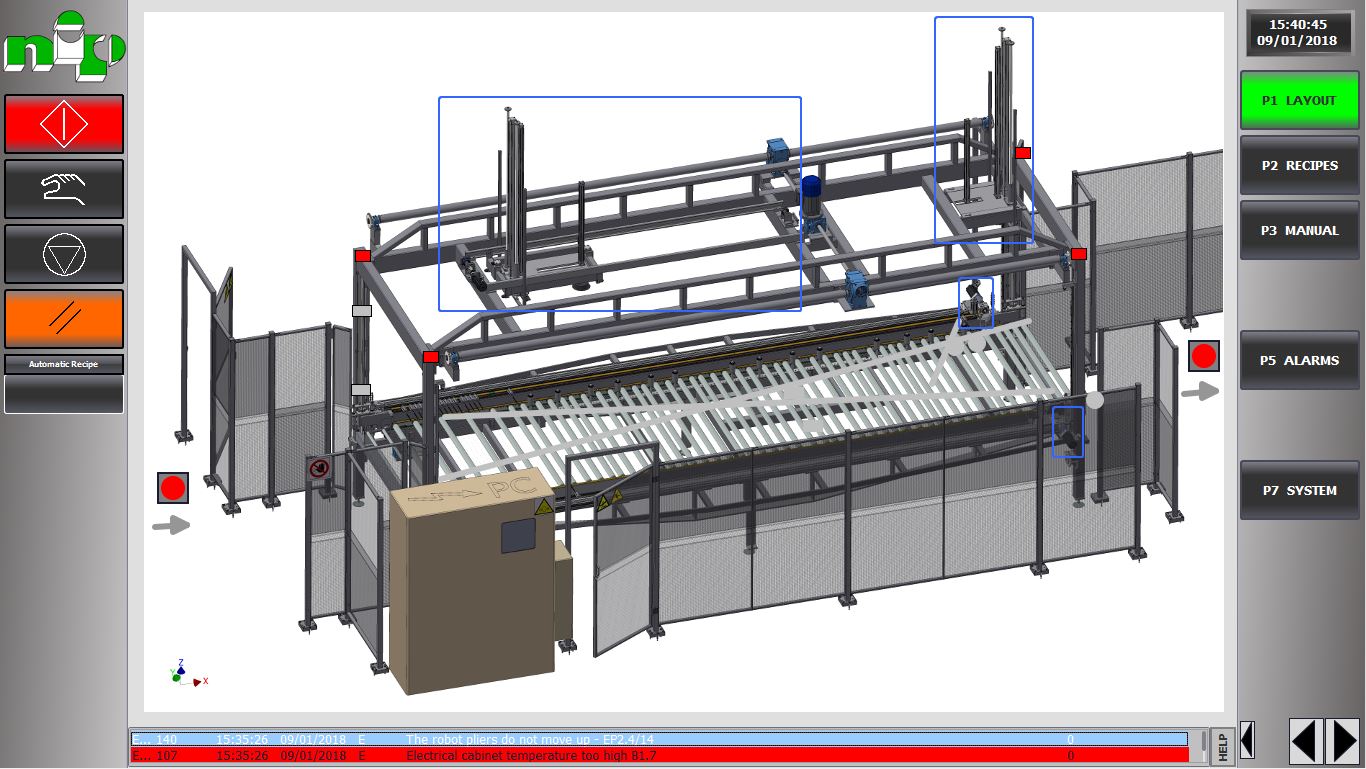
- ディスタックシステムの製造法は以下の様
- プッシャーと上昇台(単体とダブル)による:横向き分離
- クランプの昇降による:縦向き分離
- デカルトロボットにより
- 擬人化のロボット(FanucやABB製)により






- Nipと10年以上やり取りしている専用の企業から購入された梱包機




- パレタイザー及び木製パレットや発泡スチロール(EPS)とスキッドを糊とフィルムで作り込むパレットを対応するパレット包装機械













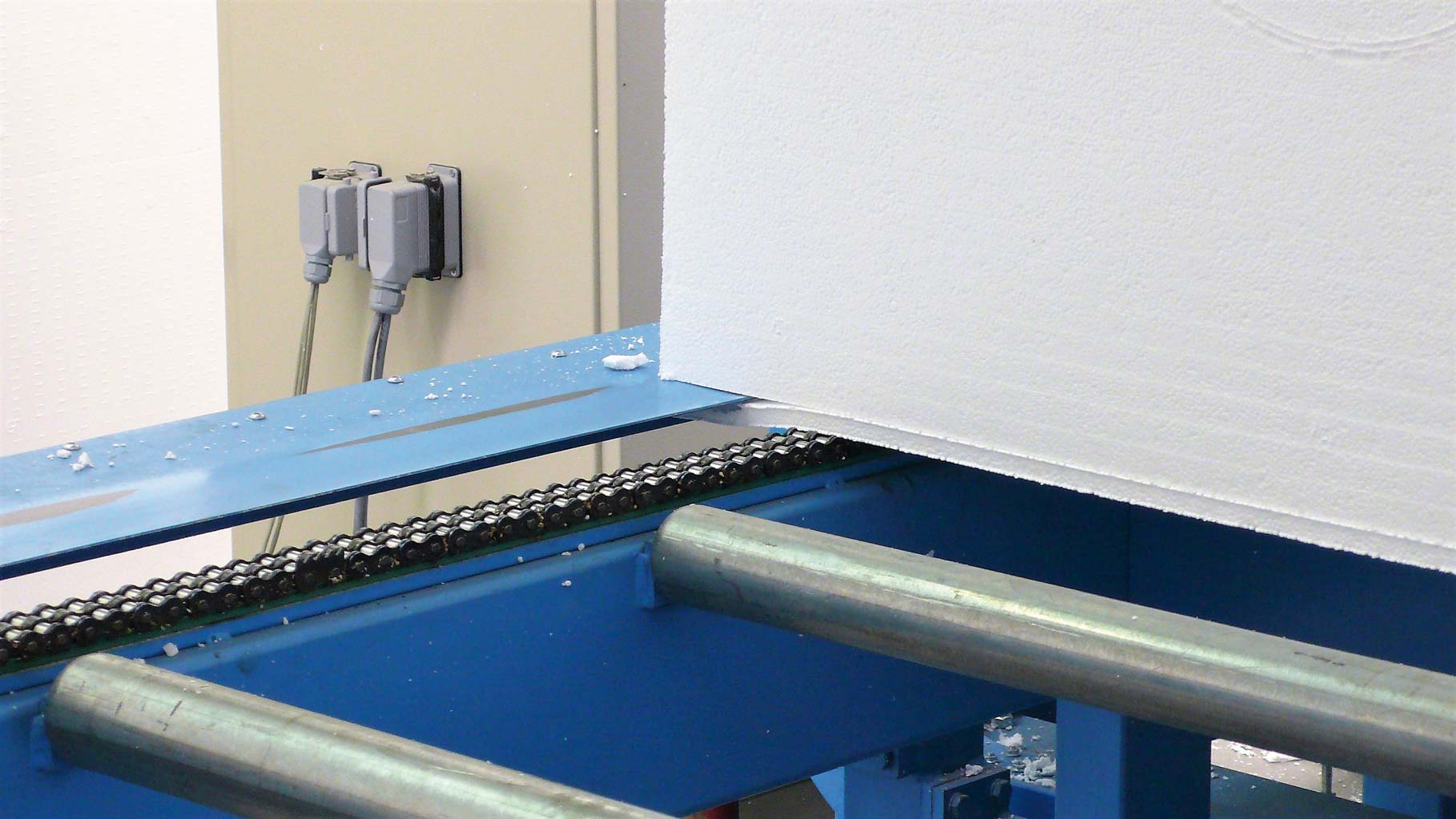
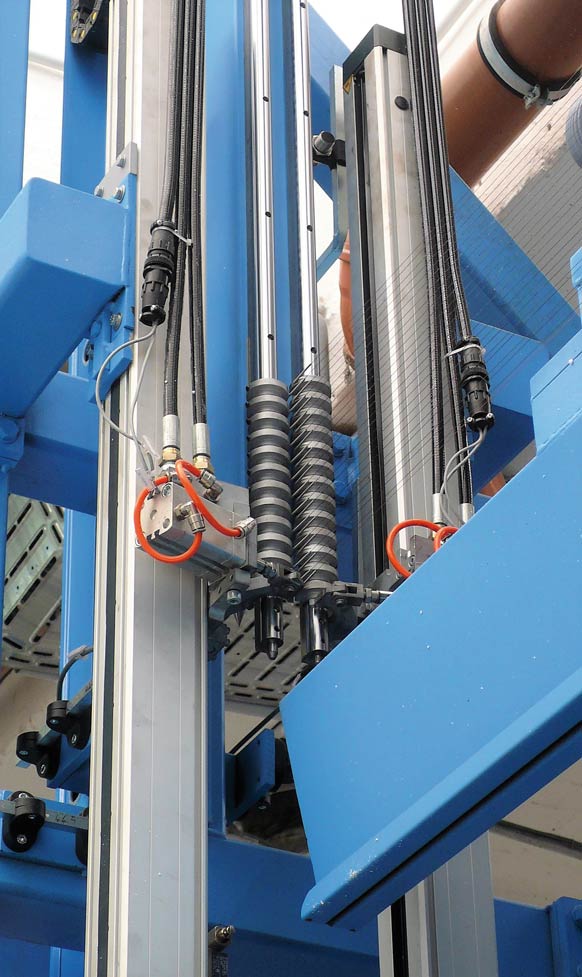
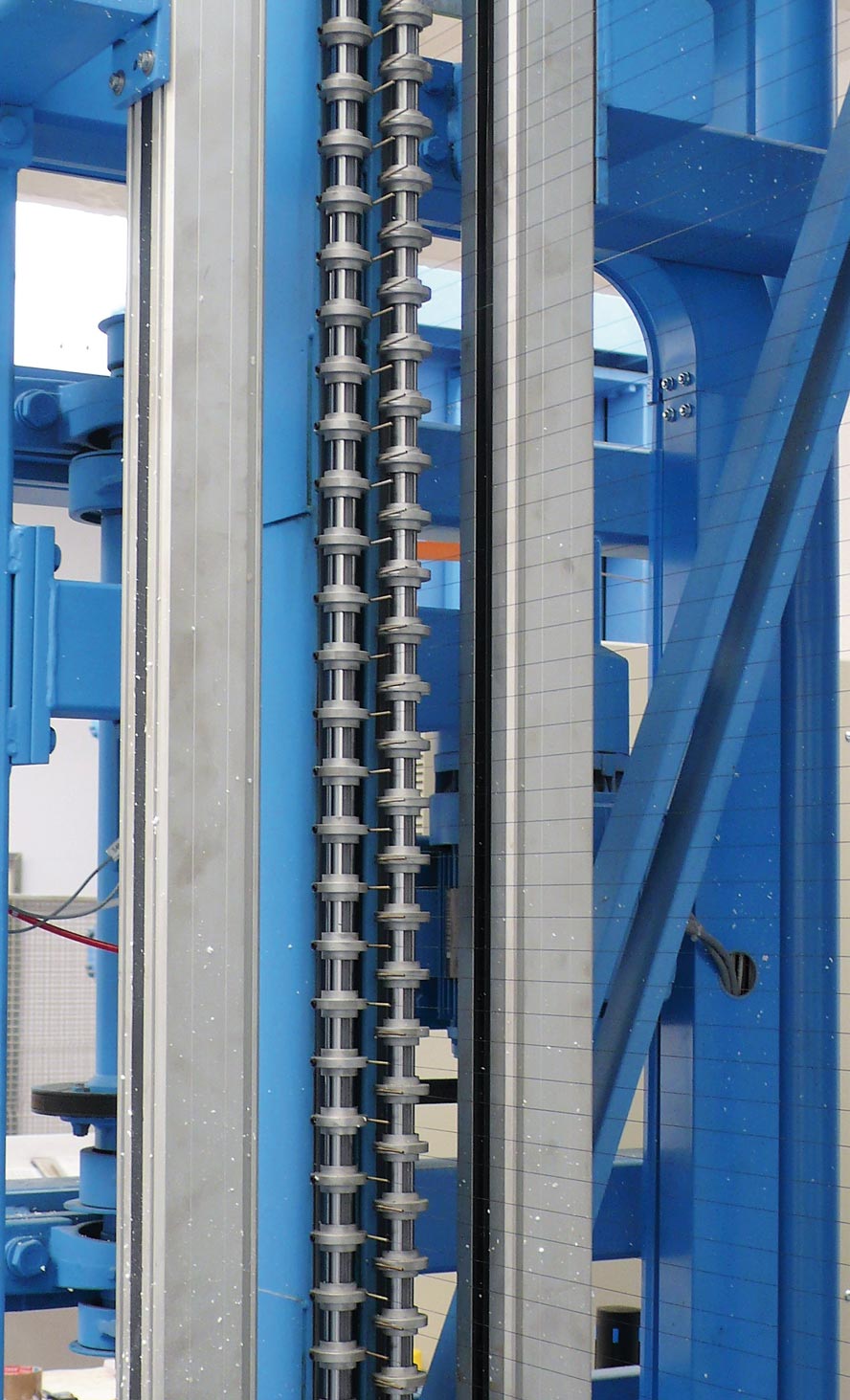
高周波数揺動線式切削システムの原理
発泡スチロールと可動線の間摩擦の発生により発熱は狙い箇所に作用する。 高密度、硬いバリと湿潤パッチの場合、摩擦は上昇し、余剰の熱が作用することにより切削条件のより一定化でキレイに切削結果は得られる。
上記説明された事を達成する為Nipは以下の解決策を提供する:
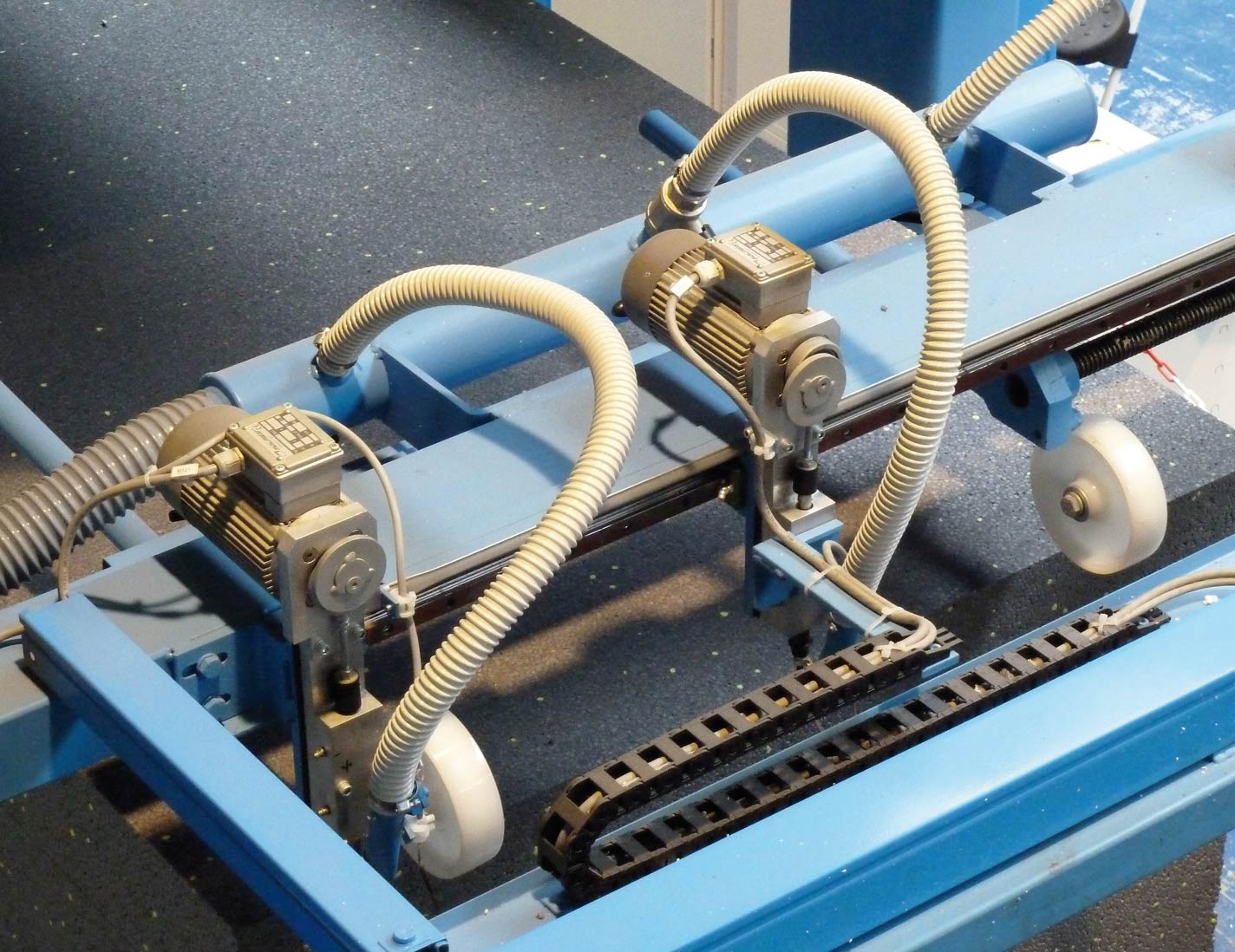
- 3相の変圧器により加熱される140本の線を入れられる横型切削工程に1000回転数で15 mm (0.6 in) ストロークのダブル振動切削枠により対応する。生産の高汎用性を目処にし、横向き振動式カッターには自動ワイヤー位置調整機能を追加可能である。
- 縦向き切削加工機及びダウンカッターに1450回転数以上の周波数を持つ単体振動線は追加され、各線に15 mm (0.6 in) ストロークの単体モーターにより振動は確保される。
この切削加工機にも自動ワイヤー位置調整機能の追加は可能である。




(*)熱線及び(*)低周波数振動システムに比べNip製高周波数振動線切削システムの有利
- 残水分のブロックを切削時額縁効果の最小化
- 切削速度の向上(+50%)
- 切削面のキレイな仕上がり:廃材含有の粗材の切削時有利
- 灰色の粗材の切削時ワイヤーが汚くならない
- 少量なEPS材の溶融:0.35 mm (0.014’’)幅のワイヤーを低温度で加熱し、自動的に速度と電圧を制御することによりワイヤーを最大限迄使用でき、0.5 mm (0.0197’’)幅迄EPS材を溶融することでブロックから薄板を加工する時、薄板を3÷4 %追加で産出できる。
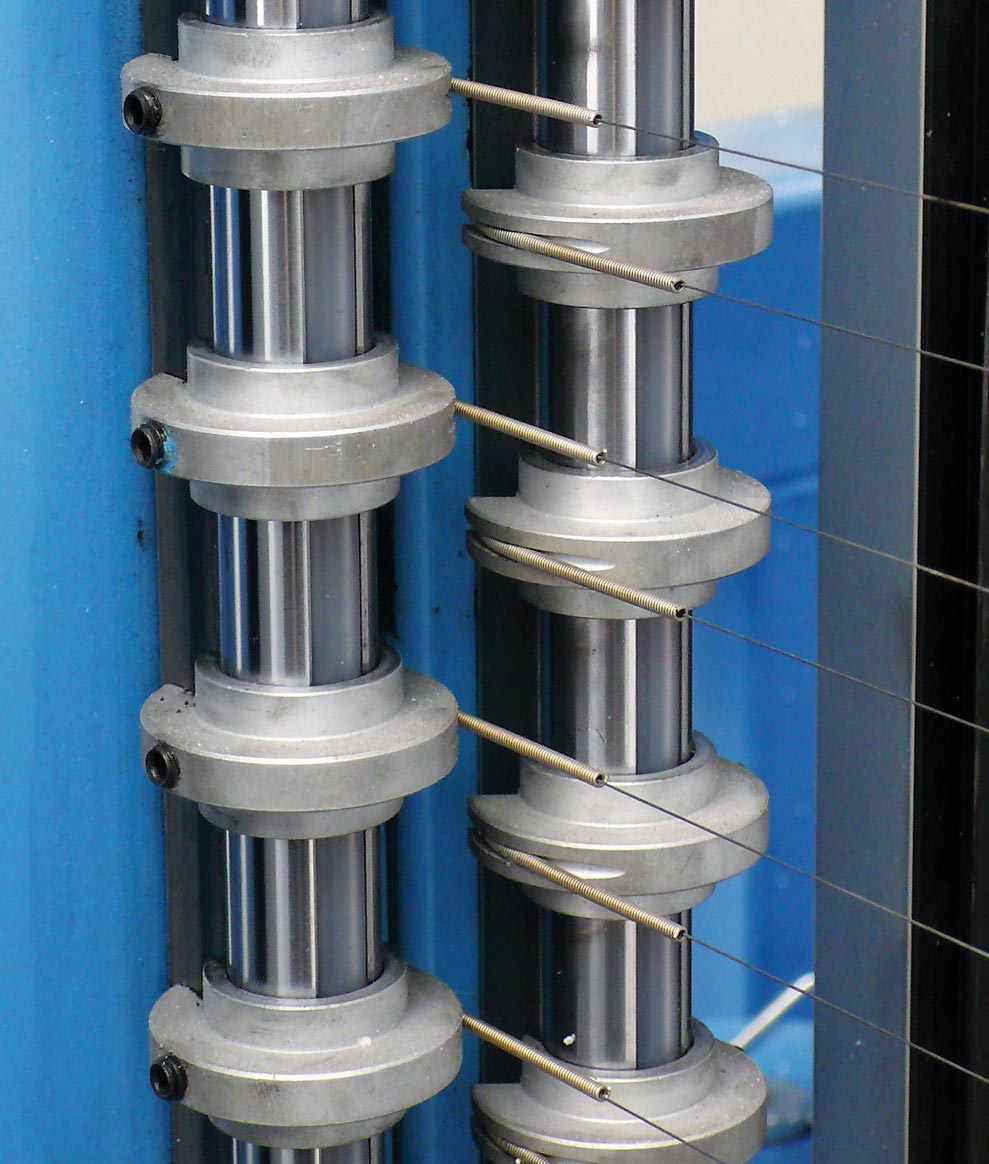
振動線の活用による到達可能な切削速度
該当する高張力バネとワイヤー冷却システムを活用する特殊なチタン合金製ワイヤーは低密度[10 g/l - 0.62 lb/ft³]のブロックの場合、3.0 m/分 (10 ft/分)以上の高速度及び中密度[16 g/l - 1.0 lb/ft³]のブロックの場合、2.5 m/分 (8.3 ft/分)の速度迄可能とする。[10 g/l - 0.62 lb/ft³] [16 g/l - 1.0 lb/ft³]


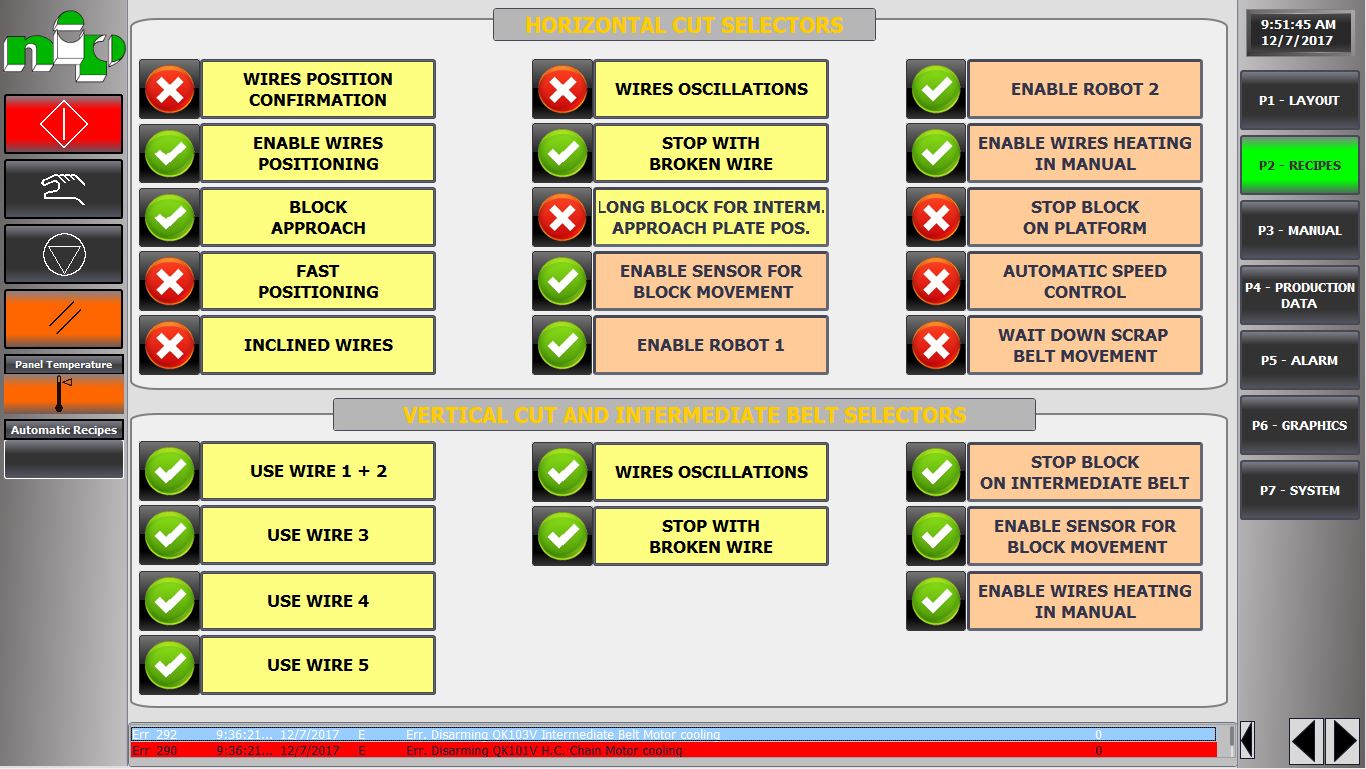
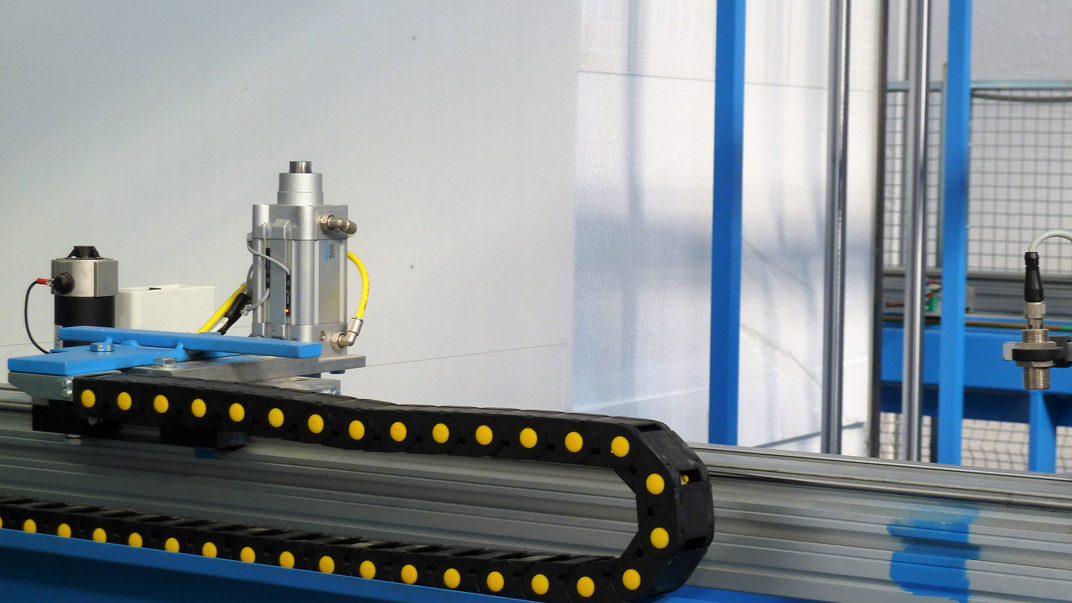
横向き切削工程にて追加可能な自動ワイヤー位置調整システムの経緯
- 即位置調整時シングルフレーム非振動式ワイヤーとダブルフレーム振動式ワイヤーそれぞれに対し2重若しくは4重回転軸ロボット
- 基準の設備にアルミ製ワイヤーリングを活用し、20 mm (0.8’’)厚さの板を加工でき、ダブルフレームの場合、長期高精度を保持のまま10 mm (0.4’’)厚さの板迄加工できる。
- ブロックの厚さを効率良く使用する為、多厚設定 (15の設定迄) は可能である。
- 平らな屋根や同等な応用の場合、特別な加工する時、ワイヤーの勾配設定は可能である。

Nip製自動切削加工工程の特長
- 粗材の密度や特徴に関し、横向き切削工程に自動切削速度調整制御及び縦向き切削工程に電圧制御を備え付けられている。(ロードセルによりワイヤーの瞬間張力は切削時継続的に測定される)
独特なシステムは以下の事を確保する- 切削速度の可能な最大限は自動的に調整される
- 板の厚さの均一性の為粗材の消費を常にする
- 低ワイヤー破損

- ダウンカッターに自動的にローラーを設定することにより切削するワイヤーとの干渉は廃除される。


- 上部及び下部の予備破砕機の自動清掃機能と共に色ブロック切り替え時、白と灰色粗材の汚濁を最小化する為上と下に滑走式ダブル予備破砕機を設置し、各色の粗材に対し専用の破砕機により対応する。




- 合決りや他の接合形状を板の4方向から加工できる様ダウンカッターを更新することにより側面接合形状の板を、専用の切削プログラムを活用し、同じダウンカッターの熱線で製造できる。



